
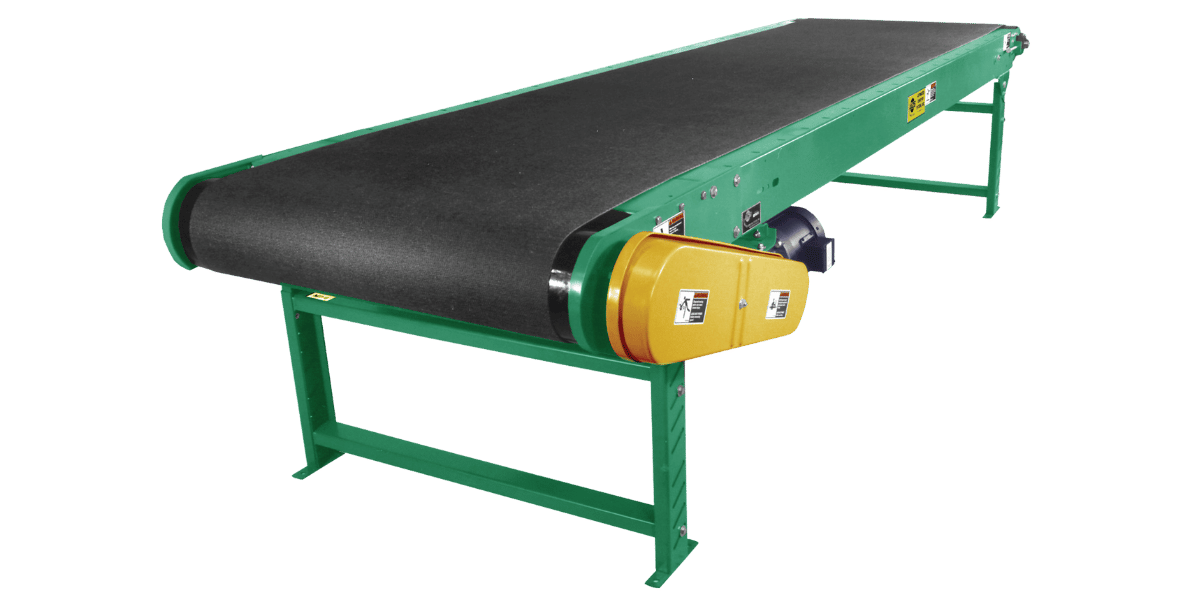
In today’s fast-paced industrial environment, efficiency and reliability are paramount. Our specialized conveyor systems are designed to optimize material handling across various applications, ensuring your operations run smoothly and effectively.
Applications: Our conveyor systems are ideal for a wide range of industries, including food and beverage, pharmaceuticals, automotive, and logistics. They facilitate efficient sorting, packing, and shipping processes, making them an integral part of modern supply chain management.
Investing in our conveyor systems means investing in the future of your operations. With unmatched efficiency, safety, and customization, we empower your business to thrive in a competitive landscape. Contact us today to learn more about how our conveyor solutions can transform your material handling processes.
